收藏词条 编辑词条 热轧钢板和钢带的尺寸、外形、重量及允许偏差(GB/T 709-2006)
一、范围
本标准规定了热轧钢板和钢带的尺寸、外形、重量及允许偏差。
本标准适用于轧制宽度不小于600 mm的单张轧制钢板(以下简称单轧钢板)、钢带及其剪切钢板(以下称连轧钢板)和纵切钢带。
二、规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
三、术语和定义
本标准采用下列术语和定义:
1、钢板 plate or sheet
钢板系不固定边部变形的热轧扁平钢材,包括直接轧制的单轧钢板和由宽钢带剪切成的连轧钢板。
2、钢带 wide strip
钢带系指成卷交货,轧制宽度不小于600 mm的宽钢带。
四、分类和代号
1、切边EC:不切边EM。
2、按厚度偏差种类分:
N类偏差:正偏差和负偏差相等;
A类偏差:按公称厚度规定负偏差;
B类偏差:固定负偏差为0.3 mm;
C类偏差:固定负偏差为零,按公称厚度规定正偏差。
3、按厚度精度分:
普通厚度精度PT.A;
较高厚度精度PT.B口
五、尺寸
1、钢板和钢带的尺寸范围:
单轧钢板公称厚度 3 mm~400 mm;
单轧钢板公称宽度 600mm~4800 mm;
钢板公称长度 2000mm~20000 mm;
钢带(包括连轧钢板)公称厚度 0.8mm~25.4mm;
钢带(包括连轧钢板)公称宽度 600mm~2200 mm;
纵切钢带公称宽度 120mm~900mm
2、钢板和钢带推荐的公称尺寸:
(1)单轧钢板的公称厚度在5.1所规定范围内,厚度小于30mm的钢板按0.5mm倍数的任何尺寸;厚度不小于30mm的钢板按1mm倍数的任何尺寸。
(2)单轧钢板的公称宽度在5.1所规定范围内,按10mm或50mm倍数的任何尺寸。
(3)钢带(包括连轧钢板)的公称厚度在5.1所规定范围内,按0.1mm倍数的任何尺寸。
(4)钢带(包括连轧钢板)的公称厚度在5.1所规定范围内,按10 mm倍数的任何尺寸。
(5)钢板的长度在5.1规定范围内,按50 mm或100 mm倍数的任何尺寸。
(6)根据需方要求,经供需双方协议,可以供应推荐公称尺寸以外的其他尺寸的钢板和钢带。
六、尺寸允许偏差
对不切头尾的不切边钢带检查厚度、宽度时,两端不考核的总长度L为: L(m)=90/公称厚度(mm), 但两端最大总长度不得大于20m。
1、厚度允许偏差
(1)单轧钢板厚度允许偏差应符合表1(N类)的规定。
(2)根据需方要求,并在合同中注明偏差类别,可以供应公差值与表1规定公差值相等的其他偏差类别的单轧钢板,表2-表4规定的A类、B类和C类偏差;也可以供应公差值与表1规定公差值相等的限制正偏差的单轧钢板,正负偏差由双方协商规定。
(3)钢带(包括连轧钢板)的厚度偏差应符合表5的规定。需要要求按较高厚度精度供货时应在合同中注明,未注明的按普通精度供货。根据需求要求,可以在表5规定的公差范围内调整钢带的正负偏差。
表1 单轧钢板的厚度允许偏差(N类) 单位为毫米
|
公称厚度 |
下列公称宽度的厚度允许偏差 | |||
|
≤1500 |
>1500~2500 |
>2500~4000 |
>4000~4800 | |
|
3.00~5.00 |
±0.45 |
±0.55 |
±0.65 |
- |
|
>5.00~8.00 |
±0.50 |
±0.60 |
±0.75 |
- |
|
>8.00~15.0 |
±0.55 |
±0.65 |
±0.80 |
±0.90 |
|
>15.00~25.0 |
±0.65 |
±0.75 |
±0.90 |
±1.10 |
|
>25.00~40.0 |
±0.70 |
±0.80 |
±1.00 |
±1.20 |
|
>40.00~60.0 |
±0.80 |
±0.90 |
±1.10 |
±1.30 |
|
>60.00~100 |
±0.90 |
±1.10 |
±1.30 |
±1.50 |
|
>100~150 |
±1.20 |
±1.40 |
±1.60 |
±1.80 |
|
>150~200 |
±1.40 |
±1.60 |
±1.80 |
±1.90 |
|
>200~250 |
±1.60 |
±1.80 |
±2.00 |
±2.20 |
|
>250~300 |
±1.80 |
±2.00 |
±2.20 |
±2.40 |
|
>300~400 |
±2.00 |
±2.20 |
±2.40 |
±2.60 |
表2 单轧钢板的厚度允许偏差(A类) 单位为毫米
|
公称厚度 |
下列公称宽度的厚度允许偏差 | |||
|
≤1500 |
>1500~2500 |
>2500~4000 |
>4000~4800 | |
|
3.00~5.00 |
+0.55 -0.35 |
+0.70 -0.40 |
+0.85 -0.45 |
- |
|
>5.00~8.00 |
+0.65 -0.35 |
+0.75 -0.45 |
+0.95 -0.55 |
- |
|
>8.00~15.0 |
+0.70 -0.40 |
+0.85 -0.45 |
+1.05 -0.55 |
+1.20 -0.60 |
|
>15.00~25.0 |
+0.85 -0.45 |
+1.00 -0.50 |
+1.15 -0.65 |
+1.50 -0.70 |
|
>25.00~40.0 |
+0.90 -0.50 |
+1.05 -0.55 |
+1.30 -0.70 |
+1.60 -0.80 |
|
>40.00~60.0 |
+1.05 -0.55 |
+1.20 -0.60 |
+1.45 -0.75 |
+1.70 -0.90 |
|
>60.00~100 |
+1.20 -0.60 |
+1.50 -0.70 |
+1.75 -0.85 |
+2.00 -1.00 |
|
>100~150 |
+1.60 -0.80 |
+1.90 -0.90 |
+2.15 -1.05 |
+2.40 -1.20 |
|
>150~200 |
+1.90 -0.90 |
+2.20 -1.00 |
+2.45 -1.15 |
+2.50 -1.30 |
|
>200~250 |
+2.20 -1.00 |
+2.40 -1.20 |
+2.70 -1.30 |
+3.00 -1.40 |
|
>250~300 |
+2.40 -1.20 |
+2.70 -1.30 |
+2.95 -0.75 |
+3.20 -1.60 |
|
>300~400 |
+2.70 -1.33 |
+3.00 -1.40 |
+3.25 -1.55 |
+3.50 -1.70 |
表3 单轧钢板的厚度允许偏差(B类) 单位为毫米
|
公称厚度 |
下列公称宽度的厚度允许偏差 | |||||||
|
≤1500 |
>1500~2500 |
>2500~4000 |
>4000~4800 | |||||
|
3.00~5.00 |
-0.30 |
+0.60 |
-0.30 |
+0.80 |
-0.30 |
+1.00 |
- | |
|
>5.00~8.00 |
+0.70 |
+0.90 |
+1.20 |
- | ||||
|
>8.00~15.0 |
+0.80 |
+1.00 |
+1.30 |
-0.30 |
+1.50 | |||
|
>15.00~25.0 |
+1.00 |
+1.20 |
+1.50 |
+1.90 | ||||
|
>25.00~40.0 |
+1.10 |
+1.30 |
+1.70 |
+2.10 | ||||
|
>40.00~60.0 |
+1.30 |
+1.50 |
+1.90 |
+2.30 | ||||
|
>60.00~100 |
+1.50 |
+1.80 |
+2.30 |
+2.70 | ||||
|
>100~150 |
+2.10 |
+2.50 |
+2.90 |
+3.30 | ||||
|
>150~200 |
+2.50 |
+2.90 |
+3.30 |
+3.50 | ||||
|
>200~250 |
+2.90 |
+3.30 |
+3.70 |
+4.10 | ||||
|
>250~300 |
+3.30 |
+3.70 |
+4.10 |
+4.50 | ||||
|
>300~400 |
+3.70 |
+4.10 |
+4.50 |
+4.90 | ||||
表4 单轧钢板的厚度允许偏差(C类) 单位为毫米
|
公称厚度 |
下列公称宽度的厚度允许偏差 | |||||||
|
≤1500 |
>1500~2500 |
>2500~4000 |
>4000~4800 | |||||
|
3.00~5.00 |
0 |
+0.90 |
0 |
+1.10 |
0 |
+1.30 |
0 |
- |
|
>5.00~8.00 |
+1.00 |
+1.20 |
+1.50 |
- | ||||
|
>8.00~15.0 |
+1.10 |
+1.30 |
+1.60 |
+1.80 | ||||
|
>15.00~25.0 |
+1.30 |
+1.50 |
+1.80 |
+2.20 | ||||
|
>25.00~40.0 |
+1.40 |
+1.60 |
+2.00 |
+2.40 | ||||
|
>40.00~60.0 |
+1.60 |
+1.80 |
+2.20 |
+2.60 | ||||
|
>60.00~100 |
+1.80 |
+2.20 |
+2.60 |
+3.00 | ||||
|
>100~150 |
+2.40 |
+2.80 |
+3.20 |
+3.60 | ||||
|
>150~200 |
+2.80 |
+3.20 |
+3.60 |
+3.80 | ||||
|
>200~250 |
+3.20 |
+3.60 |
+4.00 |
+4.40 | ||||
|
>250~300 |
+3.60 |
+4.00 |
+4.40 |
+4.80 | ||||
|
>300~400 |
+4.00 |
+4.40 |
+4.80 |
+5.20 | ||||
表5 钢带(包括连轧钢板)的厚度允许偏差 单位为毫米6.2 宽度允许偏差
|
公称厚度 |
钢带厚度允许偏差 | |||||||
|
普通精度 PT.A |
较高精度 PT.B | |||||||
|
公称宽度 |
公称宽度 | |||||||
|
600~ 1200 |
>1200~1500 |
>1500~1800 |
>1800 |
600~1200 |
>1200~1500 |
>1500~1800 |
>1800 | |
|
8.00~1.5 |
±0.15 |
±0.17 |
- |
- |
±0.10 |
±0.12 |
- |
- |
|
>1.5~2.0 |
±0.17 |
±0.19 |
±0.21 |
- |
±0.13 |
±0.14 |
±0.14 |
- |
|
>2.0~2.5 |
±0.18 |
±0.21 |
±0.23 |
±0.21 |
±0.14 |
±0.15 |
±0.17 |
±0.20 |
|
>2.0~3.0 |
±0.20 |
±0.22 |
±0.24 |
±0.26 |
±0.15 |
±0.17 |
±0.19 |
±0.21 |
|
>3.0~4.0 |
±0.22 |
±0.24 |
±0.26 |
±0.27 |
±0.17 |
±0.18 |
±0.21 |
±0.22 |
|
>4.0~5.0 |
±0.24 |
±0.26 |
±0.28 |
±0.29 |
±0.19 |
±0.21 |
±0.22 |
±0.23 |
|
>5.0~6.0 |
±0.26 |
±0.28 |
±0.29 |
±0.31 |
±0.21 |
±0.22 |
±0.22 |
±0.23 |
|
>6.0~8.0 |
±0.29 |
±0.30 |
±0.31 |
±0.35 |
±0.23 |
±0.24 |
±0.25 |
±0.28 |
|
>8.0~10.0 |
±0.32 |
±0.33 |
±0.34 |
±0.40 |
±0.26 |
±0.26 |
±0.27 |
±0.32 |
|
>10.0~12.5 |
±0.35 |
±0.36 |
±0.37 |
±0.43 |
±0.28 |
±0.29 |
±0.30 |
±0.36 |
|
>12.5~15.0 |
±0.37 |
±0.38 |
±0.40 |
±0.46 |
±0.30 |
±0.31 |
±0.33 |
±0.39 |
|
>15.0~25.4 |
±0.40 |
±0.42 |
±0.45 |
±.50 |
±0.32 |
±0.34 |
±.037 |
±0.42 |
|
a 规定最小屈服强度Ra≥345MPa的钢带,厚度偏差应增加10% | ||||||||
2、切边单轧钢板的宽度允许偏差应符合表6的规定。
表6 切边单轧钢板的宽度允许偏差 单位为毫米
|
公称厚度 |
公称宽度 |
允许偏差 |
|
3~16 |
≤1500 |
+10 0 |
|
>1500 |
+15 0 | |
|
>16 |
≤2000 |
+20 0 |
|
>2000~3000 |
+25 0 | |
|
>3000 |
+30 0 |
(1)不切边单轧钢板的宽度允许偏差由供需双方协商。
(2)不切边钢带(包括连轧钢板)的宽度允许偏差应符合表7 的规定。
表 7 不切边钢带(包括连轧钢板)的宽度允许偏差 单位为毫米
|
公称宽度 |
允许偏差 |
|
≤1500 |
+20 0 |
|
>1500 |
+25 0 |
(3)切边钢带(包括连轧钢带)的宽度允许偏差应符合表8 的规定。经供需双方协商,可以为供应较高宽度精度的钢带。
表8 切边钢带(包括连轧钢带)的宽度允许偏差 单位为毫米
|
公称长度 |
允许偏差 |
|
2000~8000 |
+3 0 |
|
>1200~1500 |
+5 0 |
|
>1500 |
+6 0 |
(4)纵切钢带的宽度允许偏差应符合表9的规定。
表9 纵切钢带的宽度允许偏差 单位为毫米
|
公称宽度 |
公称厚度 | ||
|
≤4.0 |
>4.0~8.0 |
>8.0 | |
|
120~160 |
+1 0 |
+2 0 |
+2.5 0 |
|
>160~250 |
+1 0 |
+2 0 |
+2.5 0 |
|
>250~600 |
+2 0 |
+2.5 0 |
+3 0 |
|
>600~900 |
+2 0 |
+2.5 0 |
+3 0 |
3、长度允许偏差
(1)单轧钢板长度允许偏差应符合表10的规定。
表10 单轧钢板长度允许偏差 单位为毫米
|
公称宽度 |
允许偏差 |
|
2000~4000 |
+20 0 |
|
>4000~6000 |
+30 0 |
|
>6000~8000 |
+40 0 |
|
>8000~10000 |
+50 0 |
|
>10000~15000 |
+75 0 |
|
>15000~20000 |
+100 0 |
|
>20000 |
由供需双方协商 |
(2)连轧钢板长度允许偏差应符合表11 的规定。
表11 连轧钢板长度允许偏差 单位为毫米
|
公称长度 |
允许偏差 |
|
2000~8000 |
+0.5%×公称长度 |
|
>8000 |
+40 0 |
七、外形
1、不平度
(1)单轧钢板按下列两类钢,分别规定钢板不平度。
钢类L: 规定的最低屈服强度值≤460MPa,未经淬火或淬火加回火处理的钢板。
钢类H:规定的最低屈服强度值>460 MPa~700 MPa,以及所有淬火或淬火加回火的钢板。
(a)单位钢板的不平度按表12的规定:
表12 单轧钢板的不平度 单位为毫米
|
公称厚度 |
钢类L |
钢类H | ||||||
|
下列公称宽度钢板的不平度,不大于 | ||||||||
|
≤3000 |
>3000 |
≤3000 |
>3000 | |||||
|
测量长度 | ||||||||
|
1000 |
2000 |
1000 |
2000 |
1000 |
2000 |
1000 |
2000 | |
|
3~5 |
9 |
14 |
15 |
24 |
12 |
17 |
19 |
29 |
|
>5~8 |
8 |
12 |
14 |
21 |
11 |
15 |
18 |
26 |
|
>8~15 |
7 |
11 |
11 |
17 |
10 |
14 |
16 |
22 |
|
>15~25 |
7 |
10 |
10 |
15 |
10 |
13 |
14 |
19 |
|
>25~40 |
6 |
9 |
9 |
13 |
9 |
12 |
13 |
17 |
|
>40~400 |
5 |
8 |
8 |
11 |
8 |
11 |
11 |
15 |
(b)如测量时直尺(线)与钢板接触点之间距离小于1000mm,则不平度最大允许值应符合以下要求:对钢类L,为接触点间距离(300mm~1000mm)的1%;对钢类H,为了接触点间距离(300mm~1000mm)的1.5%。但两者均不得超过表12的规定。
(2)连轧钢板的不平度按表 13 的规定
表13 连轧钢板的不平度 单位为毫米
|
公称厚度 |
公称宽度 |
不平度,不大于 | ||
|
规定的屈服强度,Ra | ||||
|
<220 MPa |
220 MPa~320 MPa |
>320 MPa | ||
|
≤2 |
≤1200 |
21 |
26 |
32 |
|
>1200~1500 |
25 |
31 |
36 | |
|
>1500 |
30 |
38 |
45 | |
|
>2 |
≤1200 |
18 |
22 |
27 |
|
>1200~1500 |
23 |
29 |
34 | |
|
>1500 |
28 |
35 |
42 | |
如用户对钢带的不平度有要求,在用户开卷设备能保证质量的前提下,供需双方可以协商规定,并在合同中注明。
2、 镰刀弯及切斜(脱方)
钢板的镰刀弯及切斜应受限制,应保证钢板订货尺寸的矩形。
(1)镰刀弯
(a)单轧钢板的镰刀弯应不大于实际长度的0.2%。
(b)钢带(包括纵切钢带)和连轧钢板的镰刀弯按表14的规定。对不切头尾的不切边钢带检查镰刀弯时,两端不考核的总长度按第6章检查不切头尾的不切边钢带的厚度、宽度两端不考核总长的规定。
(2)切斜
钢板的切斜应不大于实际宽度的1%。
(3)塔形
钢带应牢固地成卷。钢带卷的一侧塔形高度不得超过表15的规定。
表14 钢带(包括纵切钢带)和连轧钢板的镰刀弯 单位为毫米
|
产品类型 |
公称长度 |
公称宽度 |
镰刀弯,不大于 |
测量长度 | |
|
切边 |
不切边 | ||||
|
连轧钢板 |
<5000 |
≥600 |
实际长度×0.3% |
实际长度×0.4% |
实际长度 |
|
≥5000 |
≥600 |
15 |
20 |
任意5000mm长度 | |
|
钢带 |
- |
≥600 |
15 |
20 |
任意5000mm长度 |
|
- |
<600 |
15 |
- |
- | |
表15 塔形高度 单位为毫米
|
公称宽度 |
切边 |
不切边 |
|
≤1000 |
20 |
50 |
|
>1000 |
30 |
60 |
八、尺寸测量
1、厚度
切边钢带(包括连轧钢板)在距纵边不小于25mm处测量;不切边钢带(包括连轧钢板)在距纵边不小于
40mm处测量。切边单轧钢板在距边部(纵边和横边)不小于25mm处测量;不切边单轧钢板的测量部位由供需双方协议。
2、宽度
宽度应在垂直于钢板或钢带中心线的方位测量。
3、钢板内最大矩形的长度。
4、不平度
将钢板自由地放在平面上,除钢板本身重量外不施加任何压力。
用一根长度为1000 mm或2000 mm的直尺,在距单轧钢板纵边至少25 mm和距横边至少为200 mm区域内的任何方向,测量钢板上表面与直尺之间的最大距离(如图1所示)。
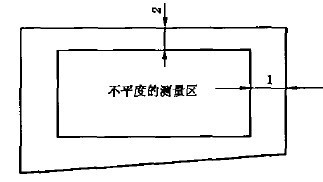
1——200 mm(距横边); 图1 单轧钢板不平度的测量
2——25 mm(距纵边)。
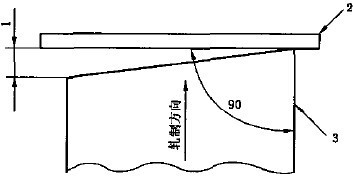
测量连轧钢板下表面与平面之间的最大距离(如图2所示)。
5、镰刀弯
钢板或钢带的凹形侧边与连接测量部分两端点直线之间的最大距离(如图3所示)。
6、切斜
钢板的横边在纵边上的垂直投影(如图4所示)。

1——不平度 图2 连轧钢板不平度测量

图3 镰刀弯的测量
1——镰刀弯;
2——凹形测边;
3——直尺(线)
1——切斜 图4 切斜的测量
2——直尺(线)
3——侧边。
九、重量
钢板按理论或实际重量交货,钢带按实际重量交货。
1、钢板按理论重量交货时,理论计重采用公称尺寸,碳钢密度为7.85g/cm3,其他钢种按相应标准规定。
2、当钢板的厚度允许偏差为限定负偏差或正偏差时,理论计重所采用的厚度为允许的最大厚度和最小厚度的平均值。
3、钢板理论计重的计算方法按表16的规定。
4、数值修约方法:按GB/T 8170 的规定。
表16 钢板理论计重的计算方法
|
计算顺序 |
计算方法 |
结果的修约 |
|
基本重量/[kg/(mm·m2)] |
7.85(厚度1mm,面积1m2重量) |
- |
|
单位重量/(kg/m2) |
基本重量[kg/(mm·m2)]×厚度(mm) |
修约到有效数字4位 |
|
钢板的面积/m2 |
宽度(m)长度(m) |
修约到有效数字4位 |
|
一张钢板的重量/kg |
单位重量(kg/m2)×面积(m2) |
修约到有效数字3位 |
|
总重量/kg |
各张钢板重量之和 |
Kg的整数值 |