收藏词条 编辑词条 工艺程序图
什么是工艺程序图
进行工艺程序分析时采用工艺程序图。工艺程序图仅做出程序中的“操作”,以及保证操作效果的“检验”两种主要动作,避免了图形的冗长和复杂,可以很方便地研究整个程序的先后次序。
工艺程序图是一种利用图表研究产品生产过程中各个可以分开的工序、工步的组合和安排步骤的图示方法。用它对工艺流程进行检查和提出改进的建议,以期获得一个较优的产品生产程序。所以采用这种方法最好在一项产品投入生产之前,就设计出最好的工艺程序和车间(现场)布置,达到最少的装卸、最少的运输、最少的操作次数和费用、最少的废料、最好的控制、最少的库存等,避免投入生产后再作变动所能引起的问题。
这种方法强调采用标准分析的方法设计标准程序。工序划分根据不同要求可多可少。
工艺程序图的内容
1、工艺程序图包含的内容:
含有工艺程序的全面概况及各工序之间的相互关系,并根据工艺顺序编制,且标明所需时间;能清晰地表明各种材料及零件的投入,可作为制定采购计划的依据;包含各生产过程的机器设备、工作范围、所需时间及顺序。
2、工艺程序图可提供以下的信息:
各项操作及检验的内容及生产线上工位的设置;原材料的规格和零件的加工要求;制造程序及工艺布置的大概轮廓;所需工具和设备的规格、型号和数量。
工艺程序图的绘制
工艺程序图通常由表头和图形两部分组成,表头的格式和内容根据程序分析的任务而定。通常有:原材料、半成品编号、图号、程序说明、现行作业方法、日期、制表人、部门等。在图形部分,整个生产过程的工序流程用垂线表示,原材料、零件(自制件、外购件)的进入用水平线表示,与垂线中途不能相交。
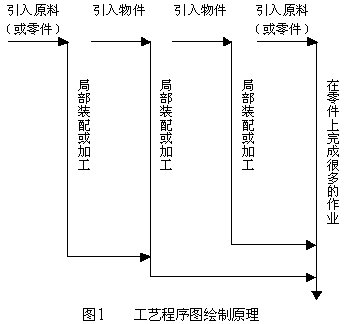
作图前先选择作业线上操作次数最多的零部件作为基准件。将该件的流程程序绘于图的最右侧,作为基准线,然后在顶端向左绘一条水平线表示,材料、零件进入作业线,以后按顺序绘制操作、检验符号。两符号之间的垂直线为6mm。引入作业线的零件,原材料还可根据需要记载名称、单位、图号、规格等。最好使标记方法规范化。工艺程序图的绘制原理如图1所示。
下面以开关转子为例来说明工艺程序图的绘制。
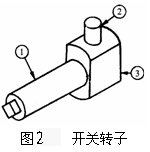
如图2所示的开关转子由轴①、停档②、及模压塑料体③三部分组成。它是经过对上述三个零件分别加工,最终装配构成。
轴的加工采用车削、铣削、检验及电镀等加工检验方法。停档的加工采用车削、磨削、检验、电镀等加工检验方法。模压塑料体的加工采用车削、钻削、铰削检验等加工检验方法。
根据工艺程序图绘制的方法及每个零件加工的工艺过程,形成图3所示的开关转子的工艺程序图。

通过开关转子的工艺程序图使我们知道:
1、工艺程序图上的垂直线表示工艺的流程,以主要零件作为工艺程序图的主要垂直线,操作、检验符号画在垂直线上,各种操作、检验符号之间用垂直短线连接。
2、工艺程序图上的水平线代表材料及零件的投入,引入线上应填写材料或零件规格、型号。
3、在操作或检验符号的右边填写操作或检验的内容以及使用的工具或设备,在符号的左边记录操作时间。
4、按照实际加工、装配的先后顺序,将操作与检验的符号分别编号1、2、3…,从上向下,自右至左,遇有水平线即转入下一个零件连续编号。编号写在符号内。
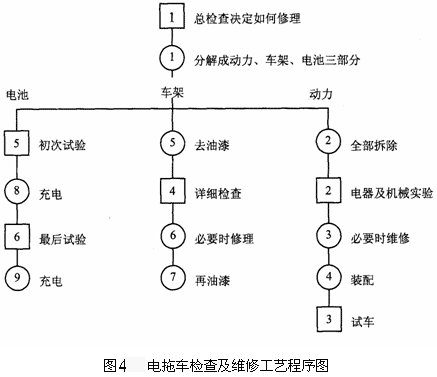
如果一件工作需分成几个部分去分别处理,这时由一个主要程序分成几个分程序。通常是将主要的分程序置于最右边,其余的依其重要性自右向左依次排列。例如电拖车检查及维修的工艺程序图,如图4所示。
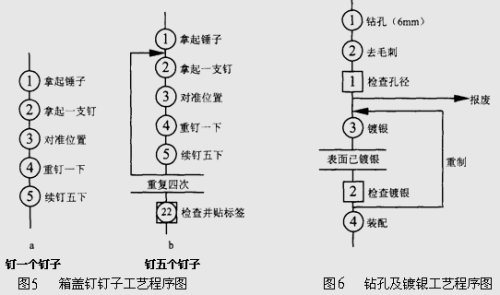
在操作中,有时可能出现重复动作,为了便于记录,可使用省略符号“=”的形式。
例如图5所示的箱盖钉钉子工艺程序图以及图6所示的钻孔及镀银工艺程序图。
工艺程序图的实例分析
例如:生产如图7所示的一个传动轴组件,该组件由轴、齿轮、套筒、键四种零件所组成,各零件的工艺过程如表1(传动轴组件各零件的工艺过程)所示,绘出该组件的工序程序图。 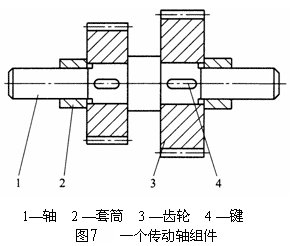
|
轴 材料40Cr,棒料φ80mm | |
|
加工1 |
在车床上,车端面、外圆、打顶尖孔(0.25h) |
|
加工2 |
在车床上,调头车另一端面,外圆、打顶尖孔(0.16h) |
|
加工3 |
在车床上,精车外圆(0.25h) |
|
加工4 |
在铣床上,铣键槽(0.08h) |
|
加工5 |
钳工台上,去毛刺(0.03h) |
|
加工6 |
调质 |
|
加工7 |
在外圆磨床上,磨外圆(0.08h) |
|
检查1 |
检查尺寸及表面粗糙度 |
|
平键 外购件 | |
|
加工8 |
平键装入轴上,(0.002h) |
|
齿轮 材料45钢(M=3.5,Z=66) | |
|
加工9 |
锻造 |
|
加工10 |
正火 |
|
加工11 |
在转塔车床上,粗车各部(0.25h) |
|
加工12 |
C616上,精车各部(0.16h) |
|
加工13 |
Y38上,滚齿(0.5h) |
|
加工14 |
倒角机上,倒角(0.08h) |
|
加工15 |
插床上,插键槽(0.11h) |
|
加工16 |
钳工台上,去毛刺(0.018h) |
|
加工17 |
Y5714上,剃齿(0.25h) |
|
加工18 |
M220上,磨内圆(0.16h) |
|
加工19 |
Y5714上,珩齿(0.25h) |
|
检查2 |
检查是否达规定的技术要求 |
|
加工20 |
齿轮装入轴上(0.008h) |
|
套筒 外购件 | |
|
加工21 |
套筒装入轴上(0.002h) |
|
检查3 |
最终检查 |
根据给定的加工工艺,绘出的传动轴组件的工艺程序如图8所示。图中圆圈内的数字表示加工或检验的序号,圆圈左边的数字表示该工序的单件工时定额。

根据传动轴组件工艺程序图,运用“5W1H”和“ECRS”技术进行分析,其分析过程如下:
问:是否需要对40Crφ80mm棒料车端面、外圆,打顶尖孔?
答:需要
问:能否合并?
答:能合并到一个工序中,通过不同工步来完成。现行方法已经合并在一个工序中了。
问:能否简化?
答:不能。因为,每个工步完成的是不同的加工部位,不能简化。
采用同样的方法,对程序图中每个工序进行提问,若发现再也没有比这更好的方法时,就将该工艺程序固定下采,以便后面进行作业分析和动作分析。
例如:根据给定的资料对投影仪以及遥控器装箱的工艺程序进行分析。
投影仪以及遥控器的装箱工艺程序如下:
1、箱片:包装箱成型→检查包装箱有无破损
2、投影仪:检查投影仪的外观→贴出厂标签→装入塑料袋→装上保持衬→放入箱内
3、遥控器:检查遥控器的外观→装入塑料袋→放入箱内
4、附件及干燥剂:检查附件及干燥剂数量→附件及干燥剂装入塑料袋→放入箱内
5、封箱→束缚→贴出厂标签。
投影仪以及遥控器装箱的工艺程序分析如下:
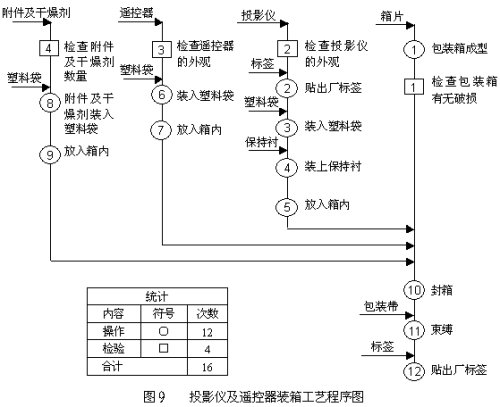
1、投影仪以及遥控器装箱工艺程序如图9所示。
2、现状分析
根据图9的统计结果,发现投影仪及遥控器装箱共有12次加工、4次检查。运用 “5W1H”技术和“ECRS”四大原则进行分析。首先,看能否有可取消的工序,其次,看能否将工序进行合并或重排(C、R),再次,看能否将工序简化 (S),最后,看能否使工艺过程更好。具体分析过程如表2(投影仪及遥控器装箱工艺程序分析)所示。
|
箱子成型能否取消 |
不能 |
|
检查箱子破损能否取消 |
不能 |
|
检查箱子破损与箱子成型能合并吗 |
能 |
|
检查投影仪外观能取消吗 |
不能 |
|
贴出厂标签能取消吗 |
不能 |
|
检查投影仪外观与贴出厂标签能合并吗 |
能 |
|
投影仪装入塑料袋、装上保持衬能取消吗 |
不能 |
|
检查遥控器外观、将遥控器装入塑料袋内、再放人纸箱内能取消吗 |
不能 |
|
检查遥控器外观与遥控器装入塑料袋能合并吗 |
能 |
|
检查附件及干燥剂数量并装入塑料袋内能取消吗 |
不能 |
|
检查附件及干燥剂数量并装入塑料袋内能合并吗 |
能 |
3、改进方案
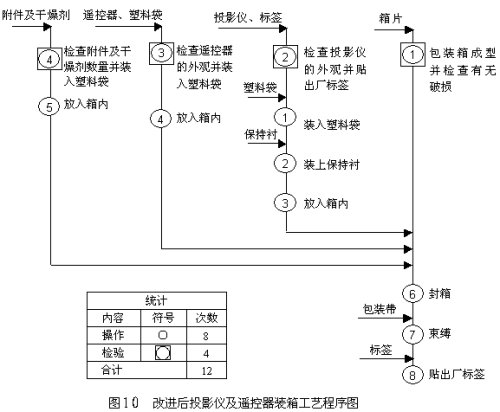
通过表2的提问分析,发现上述工序均不能取消,但可以通过工序合并,达到优化的目的。改进后投影仪及遥控器装箱工艺程序如图10所示。
4、改进效果
通过合并加工与检验工序,使总加工次数由原来的16次减少为现在的12次,缩短了加工时间。
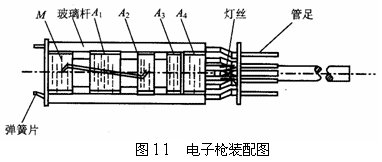
例如:国内某厂电子枪生产线的工艺程序进行分析。图11为电子枪装配图。
电子枪装配的工艺程序分析如下:
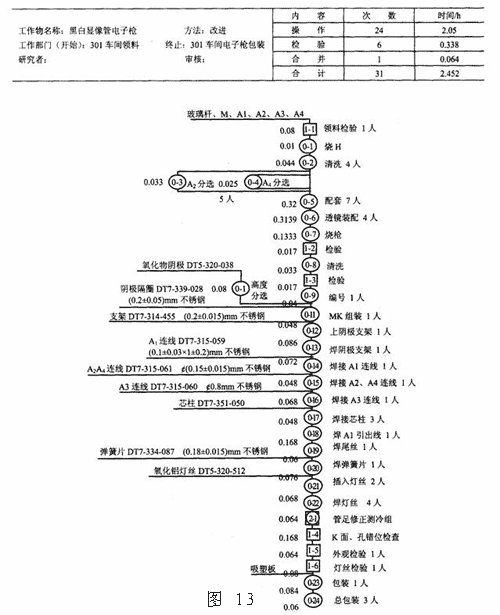
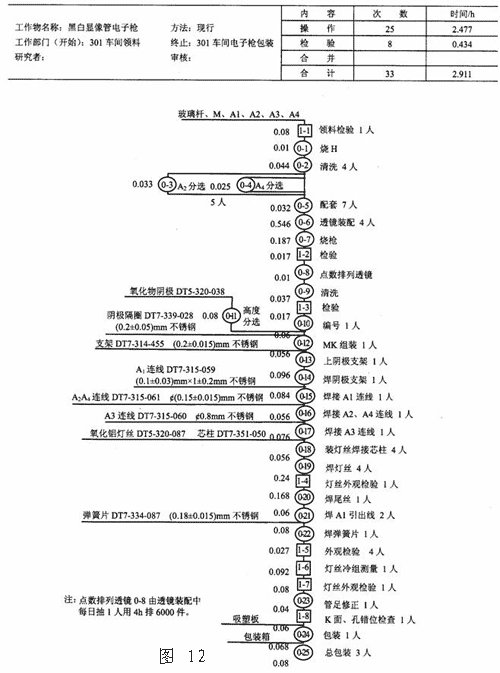
1、画电子枪生产线改进前的工艺程序图
图12是电子枪生产线改进前的工艺程序图。图中真实地记录了生产线的供料点、供料规格和用量、时间、人员配备及电子枪生产线的概况和各作业之间的相互关系。从而可对整个生产线的现状有所了解,为工艺程序图的分析提供了必要的资料和依据。
2、运用“5W1H”技术和“ECRS”原则考查分析,进行改进
根据程序分析的分析技巧,当分析到0-8点数排列透镜时,发现了问题:
问:该工序完成了什么工作?
答:在透镜装配、检验后,由一个操作者进行了4小时的排列工作。
问:这样的工作有必要吗?
答:引进的生产线就是这样安排的。经过对整个生产线分析。在0-9工序时还要对透镜进行清洗,将排好的顺序又给打乱,很显然,该工序是无用的,应取消。
当生产进行到0-18工序装灯丝焊接芯柱时,由于灯丝装入透镜后,0-20,0-21工序又要进行焊尾丝、焊A1边线0-22工序又要焊弹簧片,由于电火花不可避免地造成部分灯丝损坏,废品率高达12%左右,经检验不合格,又将损坏灯丝取下重新装入新灯丝,故采用“ECRS”四大原则,将整个工艺程序图进行改进。0-18工序分成两个工作,将装灯丝工序排至最后。
3、画生产线改进后的工艺程序图
改进后的电子枪装配工艺过程图如图13所示。通过采用工艺程序图的程序分析,大大节省了人力和财力,节省资金达19.56万元/年,工时540小时。